航空航天產(chǎn)業(yè)近期捷報頻傳��,根據(jù)媒體公開報道���,國產(chǎn)大飛機C919集齊三大航訂單����,額度超過300架�����,對進口飛機的替代再次提速��。與此同時��,嫦娥六號探測器月背采樣順利進行����,5月3日嫦娥六號探測器由長征五號遙八運載火箭在中國文昌航天發(fā)射場發(fā)射之后準確進入地月轉移軌道,6月4日攜帶月球樣品的嫦娥六號上升器自月球背面起飛���,隨后成功進入預定環(huán)月軌道,嫦娥六號完成世界首次月球背面采樣�。

(嫦娥六號探測器 圖片來源:新華網(wǎng))
C919商業(yè)航空及嫦娥六號探測器的航天工程的發(fā)展無疑是技術和材料共同突破的結果。從材料科學的角度而言�����,航空材料不斷從常規(guī)材料向先進材料發(fā)展,極大提升了航空航天器件的性能����,這些材料具有輕質高強、耐高溫���、耐腐蝕等特性�����,能夠滿足航空航天器在極端環(huán)境下的使用需求�。隨著跨學科的交叉融合和數(shù)字化技術對新材料的賦能�����,會進一步推動航空航天的發(fā)展��。
在下文中����,我們將從材料學角度、圍繞增材工藝�����,對弗爾德產(chǎn)品在航空增材上的應用做一個梳理,希望對廣大用戶朋友能有所裨益�����。
航空航天增材及其應用

眾所周知�,航空航天領域高新技術密集,高端裝備的服役性能很大程度上取決于金屬構件的性能�。采用鑄、鍛�����、焊���、機加工等傳統(tǒng)制造技術生產(chǎn)航空航天領域用金屬構件�����,往往需要重型裝備和大型工模具��,技術難度大��,材料加工余量大�、利用率低�����,生產(chǎn)周期長�、成本高,已難以滿足需求����。增材制造基于對實際問題的解決需求應運而生,其中金屬增材制造是以激光����、電子束或電弧作熱源,根據(jù)三維模型數(shù)據(jù)將材料����、逐層堆積,進而實現(xiàn)金屬構件的直接制造��。
常用的航空航天領域金屬增材制造工藝(表1)

當然��,航空航天領域用增材制造金屬材料種類繁多����,根據(jù)其化學成分��,重要可以分為鐵基合金�����、鎳基合金���、鈷基合金、鋁基合金�、銅基合金等。
常用的航空航天領域增材制造金屬材料(表2)

資料來源:期刊文章《航空航天領域用增材制造金屬材料的研究進展》
從增材粉末到零部件——弗爾德儀器應用于航空航天增材制造各環(huán)節(jié)
就表1中例舉的航空航天用金屬增材直接合成工藝而言����,都需要經(jīng)過粉末制備、粉末輸送���、光源照射粉末局部融化以及后處理流程�����。為此�,弗爾德儀器事業(yè)部旗下的各品牌為航空航天用金屬增材制造提供了從粉末合金化制備到粒度粒形分析��、元素分析�、熱處理�����、微觀結構分析和硬度測試的一體化解決方案,貫穿于增材制造的各環(huán)節(jié)��。

弗爾德儀器在增材領域的應用一覽
機械化學法實驗室制備合金粉末
以最常見的增材制造用金屬粉末為例��,其主要制備方法通常有氣霧化法�、電解法、化學還原法����、機械合金化、等離子旋轉電極法�,每種方法都基于不同的原理并適用于不同場景。其中�����,機械合金化是一種通過高能球磨來制備合金粉末的方法����。在封閉的容器中,將金屬粉末與球磨球一同高速旋轉����,通過機械力的作用使粉末顆粒發(fā)生塑性變形����、冷焊和斷裂����,從而得到細小且均勻的合金粉末。因而這是一種利用機械能促進化學反應的技術�����,它通過高能球磨引發(fā)固相反應從而合成新合金�����,非常適合用于實驗室研發(fā)制備新的增材用合金粉末���。特別地���,在中/高熵增材合金制備中,通過長時間的球磨過程將不同元素有效地達到微觀層面的均質混合���,從而避免分離或偏析��。
球磨儀用于機械合金化制備舉例—CoCrNi中熵合金粉末

不同球磨時間 CoCrNi 的 SEM 形貌

Emax 高能球磨儀
更精細 更控溫 更高效
高能球磨儀Emax��,運行過程利用摩擦力和碰撞力結合����,在短時間能迅速研磨樣品,rpm可達2000��。相比常用的行星式球磨儀�,實驗顯示Emax的時間明顯更少�,不僅如此,最后的結果也顯示轉化率更高��,無定形態(tài)更少���、發(fā)熱結塊現(xiàn)象也更少�。
如您想了解更多Emax高能球磨儀��,可參考往期已發(fā)表文章《淺談一種適用于實驗室機械合金制備的設備——高能球磨儀》���。
動態(tài)圖像法測量粉末粒形粒徑
增材粉末制備好以后�����,需要對粉末的粒形粒徑進行分析����。不同的增材制造工藝對金屬粉末的粒度有不同要求:15-53μm(SLM 工藝) ;53~105μm/53- 150μm(EBM�、LDM 工藝),當然對金屬粉末的球形度要求高是所有工藝的共同特點�����。
在這里我們介紹一種有別于篩分法和激光粒度分析法的圖像分析技術�����,為顆粒粒徑分析提供一種直接測定方法�����?�;驹砗芎唵危核娂此?����。自動軟件算法基于單個顆粒圖片確定顆粒的粒徑粒形信息,從而直接獲得顆粒長度及寬度信息���。
值得注意的是�����,增材德國工程師協(xié)會VDI在《Additive manufacturing processes, rapid manufacturing Beam melting of metallic parts Characterisation of powder feedstock》(VDI 3405 Part 2.3)將動態(tài)圖像法作為增材制造金屬粉末粒徑粒形分析的首選方法�����。美國材料試驗協(xié)會ASTM在《Additive manufacturing — Feedstock materials — Methods to characterize metal powders》(ASTM 52907:2019)���, 也將動態(tài)圖像分析法列為金屬粉末粒度分析的方法之一��。

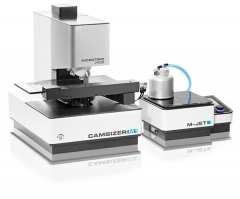
CamsizerX2對增材粉末檢測舉例—TC4粉末

粒徑分布(左)與顆粒圖像(右)

Camsizer X2圖像分析儀器
所見即所得 信息更豐富
增材粉末顆粒球形度要求高且粒度分布均勻�、較窄,以形成光滑���、均勻的粉末層��,確保準確燒結����,譬如平均顆粒粒徑通常在10-50 μm之間,過大顆?;蚍浅2灰?guī)則的顆粒可能會導致成品缺陷�����。Camsizer X2不但可以精確地檢測到這些樣品顆粒�����,甚至可以輕易識別缺陷顆粒���,對增材制造的粉末質量控制大有裨益�����。
可控氣氛爐熱處理去除應力
在直接成型工藝中�,激光產(chǎn)生的高熱量會在打印過程中產(chǎn)生高熱應力��。GPCMA可控氣氛箱式爐配備了金屬工藝內腔����,可提供可控氣氛的熱處理環(huán)境。非常適合用于消除工件的應力��,尤其是用DMLS/SLM/EBM成型工藝的工件。該系列的爐子也可以選擇符合AMS2750G Nadcap1級航空航天標準�。
Carbolite Gero

GPCMA可控氣氛爐
符合AMS275G標準
爐子采用落地式設計,平行導向爐門�。根據(jù)工藝內腔材質,最高溫度范圍從1000℃到1150℃���。工藝內腔的容積從37升到245升不等�����。根據(jù)應用要求�����,氧氣含量最低可以降到30ppm���。
關于《航空熱處理爐的日常使用和數(shù)據(jù)處理》����,我們曾出過同名專題講座,若您有興趣歡迎回顧���。此外�����,我們曾從熱處理工藝上對增材成品失效的原因進行解析�,參考如下《3D打印成品率低的原因?》�����。
粉末原料及成品的元素分析
航空增材制造中使用的金屬粉末的純度和成分對最終產(chǎn)品的質量有著直接影響���。非金屬元素����,如氧���、氮或碳等����,可能會以雜質的形式存在于金屬粉末中���,影響產(chǎn)品的機械性能和耐腐蝕性����。通過分析這些非金屬元素的含量,可以更好地控制產(chǎn)品質量�。特別地,在往期的文章中����,我們曾從航空AMS標準的角度談過航空材料非金屬元素的必要性,感興趣的讀者可以查看文章《航空航天材料中的非金屬元素檢測與分析》�。
簡單來說,AMS標準涵蓋了材料的理化性能���、機械性能��、微觀結構和制造過程�,用途最為廣泛的鋁合金�����、鈦合金以及鎳基高溫合金都有相應的材料標準�。在日常的材料性能檢測中,除了主合金元素��,微量的非金屬元素也是重要的檢測部分���,以確保這些元素在允許的范圍���。以鈦合金為例,AMS 4911規(guī)范針對Ti-6AL-4V鈦合金的化學成為有明確的要求�����,規(guī)定了氧含量通常不超過0.20%�,碳通常不超過0.08%;氫通常不超過0.015%���,氮通常不超過0.05%�。對上述元素的分析檢測是Eltra元素分析儀的典型應用��,我們在在該領域積累了豐富的經(jīng)驗����,立足于幫助客戶對相關材料進行質量管理或達到行業(yè)標準。
Eltra元素分析儀ONH檢測示例—鈦合金


ONH元素分析儀器
自動進樣和自動清掃讓元素檢測更簡單
Eltra ONH分析儀是一臺惰性氣體熔融燃燒分析儀�,使用紅外檢測器檢測樣品中氧元素,熱導檢測器則檢測樣品中的氮元素和氧元素���?���?膳渲脦в?2個坩堝位置的自動進樣器,實現(xiàn)兩個小時的無人值守����,提升檢測效率。
粉末原料及成品的金相與硬度
成型件的性能一直是航空增材制造工藝關注的重點��。眾所周知��,材料的微觀組織結構將直接影響材料的性能�。增材制造逐層打印的工藝特點決定了成型金屬件中存在粗大柱狀晶、熱應力及孔隙�����、裂紋和夾雜等結構缺陷的可能性�����。在金屬增制造材料的研發(fā)和從原材料粉末到成型件的質量控制中�,除了常見的機械性能測試,也時常需要通過金相檢測來分析微觀組織���。
Q1 如何獲得真實的孔隙度�?
A 增材樣品中孔隙度的評定至關重要,樣品制備操作不當�,可產(chǎn)生金相組織的假象���。例如��,制備某些材料時���,軟相金屬或雜質可能轉移到孔隙中,致使檢驗結果顯示孔隙很少�。此時需要適當延長拋光時間,“打開”孔隙���。

Q2 如何制備增材粉末原料��?
A 對金屬增材粉末原料進行金相分析主要是檢測粉末的空心粉率���。粉末樣品制備前必須進行鑲嵌,視應用不同可選擇熱鑲嵌或冷鑲嵌方法����。熱鑲嵌適用于硬度高的粉末材料。鑲嵌時可借鑒輔助鑲嵌裝置�,將粉末集中圈定到特定區(qū)域。推薦使用環(huán)氧保邊型樹脂,以提升對粉末顆粒的包裹性�。冷鑲嵌適用于密度較大的粉末材料。將粉末原料與粘性低����、流動性好的環(huán)氧樹脂充分攪拌混合均勻后在室溫下固化即可。金屬粉末磨光時可選擇砂紙�����,拋光時應避免使用長絨拋光布以防止粉末顆粒脫落��。

鋁合金制樣方案舉例-AlSi10Mg合金件


樣品制備中的QATM設備推薦:

Qpress50 熱鑲嵌機
模塊化設計��,多單元搭載
可快速���、同步或單獨鑲嵌不同材料試樣的模塊式鑲嵌機���。模塊化設計可配備多達3個附加鑲嵌單元,總計4個���。

Qpol 250BOT全自動磨拋機
全自動磨拋系統(tǒng):實現(xiàn)金相樣品制備自動化
將研磨和拋光工位���、超聲波清洗工位���、介質更換器、加液系統(tǒng)和沉淀槽結合到一臺設備中����,并與系統(tǒng)實驗室無縫合成��。

Qness60A+ EVO顯微硬度計
顯微硬度計:一機實現(xiàn)硬度測試+顯微分析
顯微硬度計試驗力范圍從0.25g-62.5kg, 帶八位轉塔���,可實現(xiàn)全自動無人測試與循環(huán)分析���。
目前,金屬增材制造技術已發(fā)展成提高航空航天設計與制造能力的核心技術�����,其應用范圍已從零部件(飛機����、衛(wèi)星、高超飛行器���、載人飛船的零部件打?�。U展至整機(發(fā)動機�����、無人機����、微/納衛(wèi)星整機打印)�����。采用金屬增材制造技術可實現(xiàn)復雜金屬構件的材料?結構一體化凈成形�,為航空航天高性能構件的設計與制造提供了新的途徑。未來���,航空航天高端裝備將繼續(xù)朝著整體性�����、高復雜���、高性能、長壽命�、高可靠性及低成本的方向發(fā)展��。在征服宇宙的征途上����,讓我們一起見證航空航天事業(yè)的蓬勃發(fā)展�。